
1. �L���S��䓵����c
(1) �L���S��䓵Ĺ����l��
�L���S�й����r����Ȧ�c�L���w֮�g���c���|���|�����������еĽ�׃ؓ�� ( �Еr���|�������_5000MPa��������׃�Δ����_��ʮ�f�� )���ڸ����\�D�У����НL��Ħ����Ҳ�л���Ħ���������r�ܵ��_����߀Ҫ�ܵ���⼰�������ĸ��g���á���ˣ��L���S�����ڷ��ض����ӵėl���¹����ģ�ƣ�ڄ����ĥ�p������Ҫ�p����ʽ��
(2) �L���S��䓵Ļ�������Ҫ��
1) �ߵĽ��|ƣ�ڏ��Ⱥ߶������Ӳ�ȼ���ĥ�ԡ�
2) �ߵď��ԘO���������ȣ��Է�ֹ�ڸ��d�����S������l���^��������׃�Ρ�
3) ��һ�����g�ԣ��Է�ֹ�ܛ_���d�ɵ��Ɖġ�
4) ���õijߴ緀���ԣ��ɱ��C�����S�����L�ڴ�ż�ʹ���^���б�����ߴ羫�ȵĶ���
5) һ���Ŀ��g�ԣ��ֿܵ���⼰�����͵ĸ��g����������l���¹������S�У�߀���M���ߜء��͵͜ء����g��Ҫ��
(3) �L���S��䓵����c
1) ��̼��0.95%��1.15% (�|���֔�) ������, ��м���ĺϽ�Ԫ����Ҫ��Cr��Mn��Si��V��Mo��ϡ��Ԫ�صȣ�ʹ䓾������õĴ��Լ��ػ��ԣ���̎������иߵď��ȡ�Ӳ���c��ĥ�ԣ��^�õĽ��|ƣ�ڏ��ȵȡ�
2) �L���S��䓵ļ���Ҫ��ߡ���в����S�����������������ǽ��يA�s��ľۼ����@Щ�ۼ����׳ɞ�ƣ��Դ��
3) �L���S�Ќ��M�������Լ����W�ɷ־�����Ҫ��ߣ�������ֲ���̼���P���ɡ�ƫ���Ȍ��S��ʹ�É����кܴ�Ӱ푡�
2.���ÝL���S���
(1) �t�
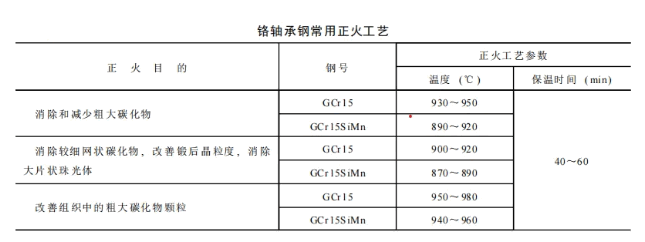
���õ��t���GCr15��GCr15SiMn��, ����GCr15�������t�S��䓺�̼0.95%��1.15% ( �|���֔�����ͬ) �����t1.30%��1.05%���@�N䓾��иߵĴ��ԣ�������иߵď��ȡ�Ӳ�Ⱥ���ĥ�ԡ�
(2) �B̼�
���͙Cе��ʹ�õ��S�У�Ҫ�������ĥ�����IJ����������ď��Ⱥ��g�ԣ����m���ÝB̼����졣���õĝB̼�S�����20Cr��20CrMnTi��20Cr2MoA��20CrNi4A��G20CrNiMo��G20CrNiMoA�ȡ�
(3) ��̼�Ͻ��
��̼�Ͻ��S�����50CrNiA��55SiMnV��GCr10��, ��Ҫ�����ܛ_���d�ɵ��S�С�
(4) ��̼���t���P�
��̼���t���P���9Cr18��9Cr18Mo�ȣ��京�t16%��19% ( �|���֔� ) ���m���������ڸ��g�h���¹������S�С�
(5) �ߜ��S���
�����ضȳ��^150����S�У���Ҫ���ڹ����ض��±��ָ�Ӳ���⣬߀��������ĥ����ƣ�ڡ��͛_�������������g���ߴ緀���Ժõ����ܡ����õĸߜ��S�����GCrSiWV��Cr4Mo4V��Cr14Mo4V �ȡ�
3. �L���S��䓵ğ�̎����ˇ
һ��L���S������ļӹ���ˇ������: ܈�ơ���� →�A�ȟ�̎�� ( �������˻��) →�ּӹ�→��̎�� ( ��𡢵͜ػػ�) →ĥ�ӹ�→��Ʒ��
(1) �A�ȟ�̎��
�L���S������������ӹ�ǰ횽��^�A�ȟ�̎������Ŀ���Ǿ���M��������Ӳ�ȣ����������ӹ���ͬ�r���̎�����ýM���ʂ䡣
1) ����
�L���S��������˻�ǰ�ĽM������Ƭ������w������F�ִ�ľW���̼���Ӱ����˻�Ч������ˣ������˻�ǰ����M�����������������t�S��䓳�������ˇҊ�±���
�������s�ٶ�һ�����50��/min���Բ������W��̼�����ִ��w����̼���P���a���Ѽy��ԭ�t����s��ʽ���՚��з�ɢ��s; ���F��s; 70��80���ˮ����s; ��70��100���黯Һ (����) ��ѭ�h��s��
���ֹ����rÓ̼���ӟ�r�t�⑪��߀ԭ�Ԛ�ա����ÿ��䲢���r�M���˻��ػ𣬿���Ч��ֹ����r�a���Ѽy��
2) ���˻�
��һ�����˻𣺿�����ʽ�t����ʽ�t���_܇ʽ�t���M��, Ҳ�����ƗUʽ�t������B�mʽ�t���M�С��S��䓵�һ�����˻�ˇ��: Ac1+(20��40��) �ӟ�2��6h , Ȼ����20��30��/h��s��600��650����t���䡣���˻��|���c�ӟ�ضȺ���s�ٶ��Pϵ�^�����r��������ơ�
�ڵȜ����˻��乤ˇ��Ac1+(20��40��) �ӟ�2��6h���t�䵽710��720��Ȝ�4��6h���٠t�䵽600��650����t���䡣�Ȝ����˻�ɿs���˻�r�g��������a�ʡ�
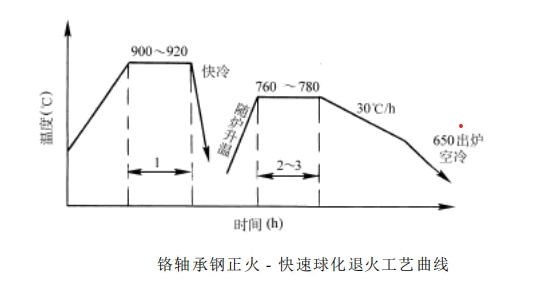
�ۿ������˻𣺌��ڽ�����̎�����������w�M�����S���, �ɲ�������-�����˻�ˇ�����D��ʾ��
3) �p����̎�����p����̎����һ�Nʹ̼�����c�������õ��������A�ȟ�̎����ˇ��
�����������-���ٵȜ��˻�
��呼���800��900��ͣ呜ضȴ����ˮ�У���25��30��/s��s�ٶ�����400��500���ˮ����ӟ����Ը���Ac1�c�ض� (765��775��) , ����60min, �S����720��730��Ȝ�60min, �t����650����t����, �@�þ���ļ�С��������w�M��, Ӳ�Ȟ�HBS187��207��
�����������-�ߜػػ�
呼���800��900��ͣ呜ضȷ�ˮ���, ��25��30��/s��s�ٶ�����400��450���ˮ���䡣����700��720�汣��3��4h�ػ����t���䣬�@�þ���ֲ����c��Ӽ���������w��Ӳ��HBS207��220��
�ہ�������̎��
�����800��840���M�П�ģ呻��L��������680��720��Ȝ�2��3h���S�t����600����t���䡣�˹�ˇ�����ڴ��������a��
(2) ��̎��
�L���S��䓵ğ�̎���������̎���ͻػ�
1) ���
�ټӟ�ض�
�L���S��䓵Ĵ��ӟ�ض�һ��Ҏ����Ac1+(50��90��)�����ӟ�ضȲ���ƫ�ͣ�ƫ�͕�ʹ�W���w��̼���t�ĺ���������_������ӲҪ�����ض�Ҳ�����^�ߣ��^�ߕ���ʹ�W���w�����L����õ���ᘠ��R���w����ʹ�����W���w�����Ӷ������ȡ��g�Ժ�ʹ�É������͡�
�t�S��䓵Ĵ��ӟ�ض��c䓵�ԭʼ�M��������Π�ߴ缰��s�ٶȺ���s��ʽ���P������ڴ_���ӟ�ضȕr������ֿ��]����ĺ�ȡ�ԭʼ�M������s���|�����ء����磬ԭʼ�M���е�̼�����^�ִ��x���^�ߵĴ��ضȣ�����������ˮ��̼���cˮ��Һ�������|����������^�����ӟ�ضȵ�10��20�棻����ߴ���x���^�ӟ�ضȡ������S��䓞��̼䓣����ӟ�r��ע���ֹ����Ó̼��һ�㶼���}ԡ�t����ƚ�����M�мӟᡣ
�ڱ��ؕr�g
�������ӟ�ض��£����ؕr�g�����������Ч��ȴ_�������}ԡ�t�мӟᱣ�ؕr�g��0.8��1.5min/mmӋ�㣬�ڿ՚�t�мӟᱣ�ؕr�g��1.5��2min/mmӋ�㡣���ӟ�ضȸߕr�����ؕr�g�ɶ�Щ����֮�t���LЩ��
�۴����s
�L���S��䓵Ĵ��һ�����������s���͜���30��60����ˡ����ں���^С��׃��Ҫ���^�����������ɲ��÷ּ���𣬷ּ��ضȞ�130��170�棬ͣ���r�g3��5 min���ּ�����30��80��������s��ֱ�ӿ��䡣
2) ����̎��
�t�S��䓽��������������^��Ě����W���w (һ�㚈���W���w���w�e�֔���10%��15%���ּ�����Ȝش������W���w���w�e�֔����_20%����) �����͜ػػ���Բ���ȫ���D׃�ͷ��������ښ����W���w�Dz������M��������������^���У����l���M���D׃������������ܺͳߴ�׃������ˣ�����ʹ���^���о���Ҫ��ߵľ����S�У����M������̎�����p�ٴ��M���еĚ����W���w������ʹʣ������������W���w���������ӳߴ緀���ԣ����Ӳ�ȡ�
����̎�푪�ڴ����s���Ҝغ�M���M�У�һ�㲻���^4h����t����W���w��������Ӱ�̎��Ч��������̎��ضȞ�-20��-78�棬������C��ɱ��ƾ���Һ���M�С�����̎�����ؕr�gͨ����1��1.5h���Π���s�������������Ҝغ������M������̎�������ֹ�a���_�ѣ������M��110��130�汣��30��40min���A�ػ�Ȼ���M������̎����
������̎��������ڜضȻ֏͵��Ҝغ���4h���M�лػ�, �Է�ֹ�_�ѡ����ڳߴ緀����Ҫ���������, ���M�ж�������̎�����������һ������̎��, �ضȻ֏����Ҝغ�, ���M��110��120��ӟ�1��2h�Ļػ�̎��, ��ʹ��������Ҝغ��M�еڶ�������̎����
3) �ػ�
�S����������횼��r�ػ𡣳�Ҏ�ػ�ضȞ�150��180�棬�ɫ@�ø�Ӳ�Ⱥ���ĥ�ԡ������d���^�p���ߴ緀����Ҫ��ߵĝL���S�пɲ���200��250��ػ𡣌��ڸߜ��¹����ĝL���S�У��t�����乤���ض���200��400�淶�����M���x��
�ػ�̎��һ�������t����ԡ�����}���M�У����ؕr�g��2.5��3h�������S�и�����ߴ��c�ں����L��6��12h�������S������ԡ�лػ𣬻ػ�r�g������1h��
��������ĥ�Ƽӹ��r�a���đ������Mһ�������M���ͳߴ磬��������Ҫ�S�м������S�о�����ĥ�����M�з������ػ� (Ҳ�Q�a�ӻػ�)���a�ӻػ�ض�һ���120��160�档�a�ӻػ�ĕr�g�ʹΔ������S�о��ȵȼ��x��һ���3��10h���Δ���1��3 �Ρ�
�L���S��������-�ػ��ĽM�����[������Сᘠ��R���w�;���ֲ��ļ�С����̼���P���������W���w�M����
����Դ����̎��С�v�á�����N�۹�˾��

