
������
���вģ�������͙Cе����˾��
01��ǰ��
�����ں����^���У������ܟ��������Ӱ푣����a����ͬ�̶ȵĺ��Ӛ������������������Ĵ��ڌ������ĽY�����ȡ�ƣ�ډ�������׃�ȷ����ʮ���к����������Ә����Ě��������ǙCе�ӹ��^���е�һ헷dz���Ҫ�Ĺ�����
������ӕrЧ���������rЧ�����������٘����ȵĚ����������ѱ��S�����Ҵ���ʹ�ã�ij��˾Ҳ��ԓ헼��g�ęC���͑����о���ȡ�����^����Mչ�����Č�����ӕrЧ���g��݁���C�S���������еđ����M�н�B��
02����ӕrЧ�Ĺ����C��
��ӕrЧ�ڇ��ⱻ�Q��“Vibratory Stress Relief”�����QVSR����VSR���Խ��ͻ���������ȵĚ�����������ߘ�����ʹ�Ï��ȣ��p�٘�����׃�����֘������ȣ���ֹ�����ڐ���ʹ�íh���®a���^�Ѽy�������@���Ĺ��s��Դ����߹�Ч��Ч����
��ӕrЧ�c��rЧ�Ĺ����C����ͬ����ӕrЧ��ʹ�����ڹ����l�����ܼ��l���������ጷŽ��٘����Ě��������������ڹ����B�£���һ�������ͮa������׃�Σ�����׃�ήa���ӑ��������ӑ����c�����ϸ��c�Ě��������B�Ӵ��ڲ��ϵ������O�t��ԓ�c���F�ֲ�������׃�Σ�����������ጷš�����rЧ�ǿ����߾��К����������٘����Ĝضȡ����Ͳ��ϵ�����������ጷő�����
��ӕrЧ�ȿ��Խ��͑�����Ҳ���������͚���������������Ӱ푣��������������棺
��1���p�ٻ��ֹ������׃������׃�����ɚ���������ɣ����������ķֲ�����ֵ���кܴ���S�C�ԣ���ˮƽ�c�����ȵĄӑ�����С���P���ӑ�����t��������������Ч���ã��ӑ���С�t��������������Ч���
��2�����͑����������������У���ֹ���F�Ѽy����К�����������c�������½�������������ֵ���̫����ʹ�����a��׃�Ρ���ӕrЧ���g��ʹ�ã��������������У�������F�Ѽy��
��3�����L���Ә�����ƣ�ډ��������Č��͌��`�C������ӕrЧ�����L����50�����ϵ�ƣ�ډ�����0.5��1����ʹ�É�����
1991�꣬�҇����ƶ�����ӕrЧ���g���ИI�˜�JB/T 5928.91��1993�꣬��ӕrЧ���g�����ҿ�ί���ʞ�“���Ҽ��Ƽ��ɹ����c�ƏVӋ��”�Ŀ����ȫ���ƏV�����ꌍ�`��������ӕrЧ��ȥ�������T�옋���Ě����������棬Ч�����ڟ�rЧ���ܞ���I��ʡ�����Y��͕r�g��
03������VSR����݁���C�S������������
3.1 ��ӕrЧ�x���x��
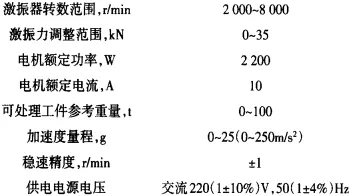
��ӕrЧ���������x������VSR-60�Ͷ�ܱ�yʽ�����������ϵ�y���δ������������������������100t����Ҫ����Ҋ��1��
��1 VSR-60�Ͷ�ܱ�yʽ�����������ϵ�y��Ҫ����
3.2 ݁���C�S���������������γ�ԭ��
݁���C�S�������S�����w���r��ͨ�^�����������ɡ��S�����w���T䓼������T�����g���S����ë��������ɃɴΟ�rЧ̎�����r�מ���䓰���ƵĈAͲ���ھ����^���У����σȲ����a��һ�����^��ď��ԑ������ں��ӕr�����p̎Ҳ���γɺ��ӑ�����
���S�����w�ȿ��r����A���ӹ���ɺ��r�ן��b���S�����w�ȿ��У����S�����ϡ��ɵ��h�κ����M�к��ӣ����p̎���γɺ��ӑ�����݁���C�S��������݁���C����Ҫ�������ڲ�ͬ���r�h���£������ܳ��Fƣ���Ɖģ��ʽ��ͻ�������Ӛ���������һ헺���Ҫ����������
3.3 ���ƽ�_�OӋ
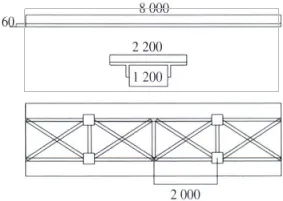
��ӕrЧ�Ĺ����C���ǣ�ͨ�^���l�z�y�������Ĺ����l�ʣ��ڹ����l����ʹ�����a�������ڹ���Ġ�B������������������ӕrЧ�x������߹����l��<166Hz��ͨ�������Ĺ����l�ʲ������^�@���l�ʣ�����ֱ�ӌ������M����ӕrЧ̎������݁���C�S�������w��Ա��^���У��S�����Ĺ����l�ʳ�����ӕrЧ�x���Ĺ����l�ʷ�����ֱ���M����ӕrЧ�Ĺ����l���^�ߣ�����Ӱ���ӕrЧЧ��������JB/T5926-2005����ӕrЧЧ���u����������5.3.3�M�����ԭ�t���������ƽ�_��ˇ�������M����ӕrЧ̎����Ҳ�Q�M����ӡ����ƽ�_����TRP220-160��̖݁���C�S�������������w�e�M���OӋ������䓽Y����ʽ�����������ɣ���D1��ʾ��
�D1 ��ӕrЧƽ�_���D
3.4 ��ӕrЧ̎���^��
̎��ǰ���������ƽ�_�͵���֮�g�O4������֧���c��ʹ���c�����Ħ���_����ѵ���ӕrЧЧ����Ȼ���É��匢�S�����̶������ƽ�_�ϣ�ʹ���cƽ�_�ɞ�һ�w����ƽ�_�S�����M�нM����ӕrЧ̎�����S������ӕrЧ̎�����D��D2��ʾ��
�D2 �S������ӕrЧ̎��D
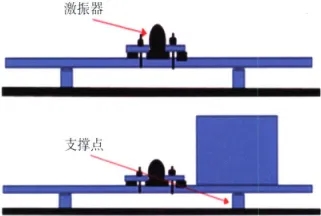
��1��֧�з�ʽ�������ƽ�_�c����֮�g�O��4�����z֧���c���Խ������������
��2�������c�����������b�����ƽ�_�в�߅��̎�����É��匢�������c���ƽ�_�M������B�ӡ�
��3���y���c���y���c����ӂ� �������bλ�á��Â������y����Ә�������ӷ��ȣ��Ա��������������Ӡ�B���ƌW�{����������ʹ֮�_����ѵ���ӕrЧЧ������ӂ��������b��ƽ�_߅��̎��ӷ�������λ�ã��õ���������̖��|���cӋ��C���ƽK�����B���O���S��������Ӡ�B��
��4����������������ƫ�ęnλ���x�����C�����a�����m��������������������ƫ�ęnλ�x���4�n(�s15��20kN)���������_�������܉�a�����^4g���ٶȵ������
��5�������l�ʡ������l�ʼ�����_�����l�ʡ���ӕrЧϵ�y���ؙCͨ�^�ԄӒ��l�b�ã��z�y����_�S�����Ĺ����l�ʣ��Д���Ч����壬�Ԅ��x���l�ʣ��������M����ӕrЧ̎����
��6��̎��r�g����ӕrЧ�r��10��45min���ɸ�����ӷ��ȵĴ�С�{����ӕr�g��ԓƽ�_�S��������ӕr�g��25min��
��7���������̡���ӕrЧϵ�yȫ�^���Ԅ��M�У���ʩ��ӕrЧǰ�����l�z�y�����Ĺ����l�ʣ��������M����ӕrЧ̎������ʩ��ӕrЧ���l�z�y�����Ĺ����l�ʣ���ӡ������ӕrЧ����������
3.5 ��ӕrЧ����������̎������
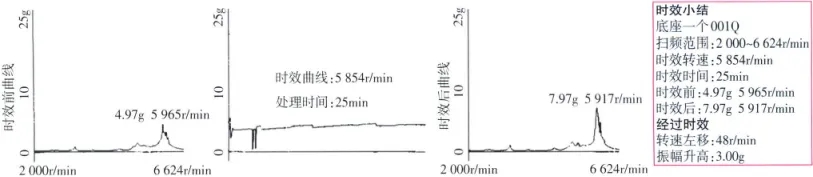
�����ƽ�_���S�����M����ӕrЧ̎������ӕrЧ̎��r�g25min��̎���Y�����ӡ�rЧ������������ӕrЧ�����D��D3��ʾ��
�D3 ��ӕrЧ�����D��2020��5��8�գ�
3.5.1��ӕrЧ������������
��ӕrЧ̎��ǰ�������Ĺ����l�ʣ��rЧ�D������5965r/min����ӷ���4.979����ӕrЧ̎�������Ĺ����l�ʣ��rЧ�D������5917r/min����ӷ����ɈD3�еĔ���������֪����ӕrЧ̎����Ĺ����l�ʱ���ӕrЧ̎��ǰ�Ĺ����l����������48r/min����ӕrЧ̎������������ӕrЧ̎��ǰ�����������3g����ӕrЧ̎���^���У�a-t���������F���������½�����K̎��ƽ���Ġ�B��
3.5.2��ӕrЧЧ���u��
����JB/T5926-2005����ӕrЧЧ���u����������6.1�l���������^�y����Ҏ�����ɸ�����ӕrЧ�^���Ќ��r��ӡ��a-t������a-n������ӕrЧ̎��ǰ���׃�����u����ӕrЧ�Č��HЧ�������F������r֮һ�r�������ж���ӕrЧ��Ч��
a-t����������׃ƽ��
a-t�����������½�����K׃ƽ����
a-n������ӕrЧ̎�������l���ˆ��������M��������׃�������F������ߡ����͡����ơ����ƣ���
a-n������ӕrЧ̎����׃�ú�����ƽ����
a-n������ӕrЧ̎������F�ͷ������ֵ�F��
3.5.3�Y������
��ӕrЧ̎��ǰ�����l�z�y���������l�ʼ���ӷ���׃�����@���z�y�������Ϙ˜ʣ�a-n������ӕrЧ̎�������������@���ߣ������l�����ƣ�����ӕrЧ�����_ʼ���F���@����������څ��ƽ�������Ϙ˜ʣ�a-t����������׃ƽ��������������r���ж���������ӕrЧ̎����Ч��
3.6 �S������ӕrЧ̎��Ч��
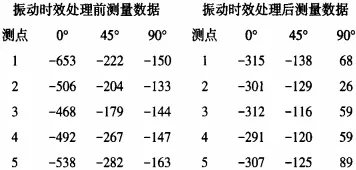
����ä���z�y�S���������������yԇ�c̎���Ϻ�ȑ������@��ֱ����4����������5���yԇ�c���x�ں��p���Ļp������
Ӌ����ӕrЧ̎��ǰ���đ��������ʣ��S������ӕrЧ̎��ǰ��������ƽ����256.10MPa����ӕrЧ̎����������ƽ��ֵ��120.60MPa�����������ʞ�52.91��������JB/T5926-2005�˜�����ӕrЧ̎������������>30����Ҫ���S������ӕrЧ̎��ǰ��y������Ҋ��2������������Ӌ��Y��Ҋ��3��
��2 �S�����y��������MPa
��3 ����������Ӌ��Y����MPa

04����ӕrЧ���H����Ч��
4.1 ��ˇ��������
������ӕrЧ��ˇ��2h�ȼ������ȫ���rЧ�����������ʂ乤�������ȟ�rЧ�r�g�s�̼s5d������˹���Ч�ʣ��s���ˮaƷ�������ڡ�
4.2 ��ˇ�ɱ���
��TR180-160݁���C�����S�����������������ß�rЧ��ˇ�����S�����Ě��������M�üs��6900Ԫ/������������ӕrЧ��ˇ�����S�������������H��Ҫ�˹��M200Ԫ/����һ���S�����ɹ�ʡ�ɱ�6700Ԫ���ɱ�������90�����ϡ�
4.3 ���ܭh��
������ӕrЧ�����rЧ�����Ա�����ܺ���ȼ������ģ����s����Դ���p����̼�ŷ������к����|���ŷ�����
��ӕrЧ��ˇ̎���^�̟o�h����Ⱦ���o���@�������Ч�漰����Ч���@����Ŀǰ��ӕrЧ��ˇ�ё��õ�����������Ŀ��݁���C�aƷ�ϣ��ܺõ؝M���ˮaƷ�|��Ҫ���`�C������ӕrЧ��ˇ��һ�N��Ч�����ܡ��ɿ��Ĺ�ˇ��ʩ��ͬ�r��ԓ��ˇ߀����չ�����������������������^��đ���ǰ����
��Դ����ˮ�༼�g��
������wԭ����C�����У�

